Hier soll es um ein paar Details gehen, an die man als Fräs- und Formenneuling manchmal nicht gleich denkt.
...und drei Videos zur Konstruktion von Negativformen in Fusion360 und in Rhino3D gibt es auch. Fusion setzt da aber in vielen Punkten Grenzen, deswegen konstruiere ich Formen mit Splines usw. lieber gleich in Rhino, da geht manches einfacher (aber nicht alles).
Positiv oder negativ fräsen?
Das ist nicht allein eine Frage der Arbeit danach (konventionell Abformen oder nicht), sondern auch, welche Details man in die Form bekommt. Welche Stellen kann man denn überhaupt mit dem Fräser erreichen?
Als einfachstes Beispiel mal ein Rechteck mit scharfen Ecken:
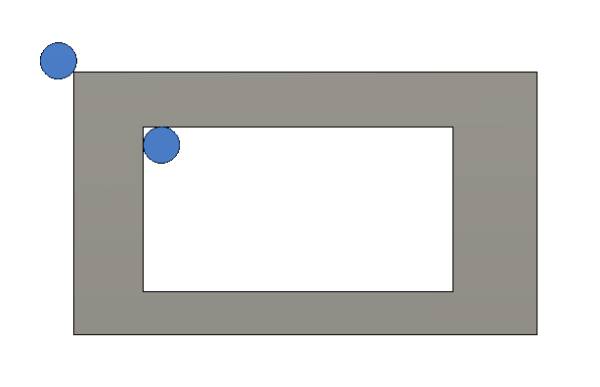
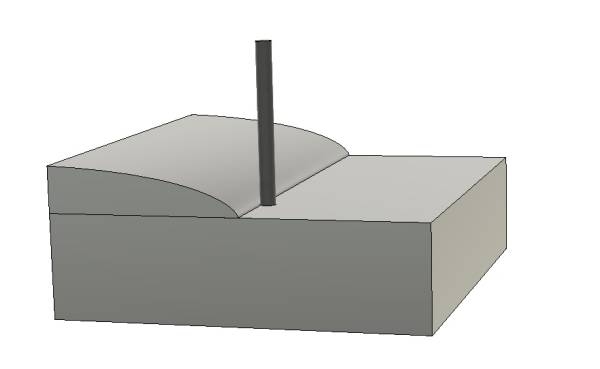
Man kann keine scharfen Innenecken fräsen. Wie soll man mit dem Fräser auch da hinkommen? Außenecken sind natürlich kein Problem. Das betrifft nicht nur simple Ecken, sondern auch schräge Kanten. Bei Negativformen betrifft das den Bereich der Wurzelrippe:
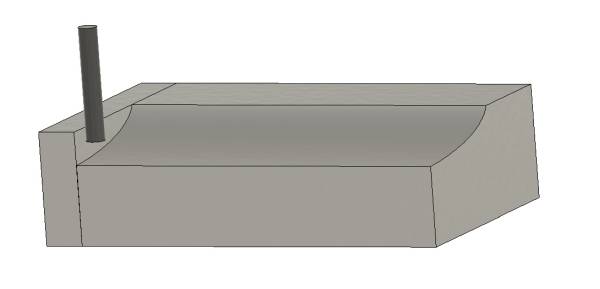
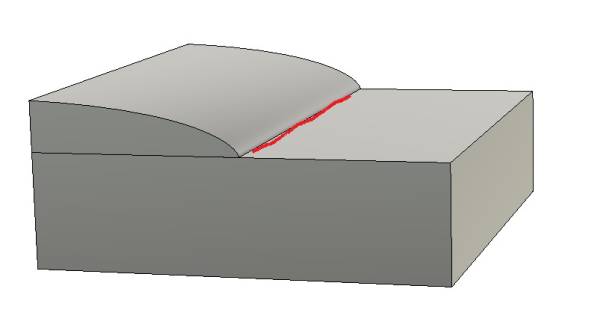
Beim Fräsen rundet sich die Kante, im flachen Bereich gar nicht, im steilen Bereich immer mehr:
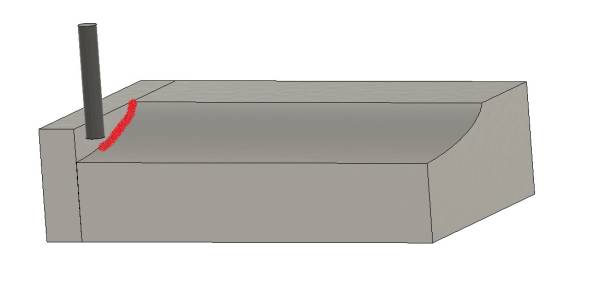
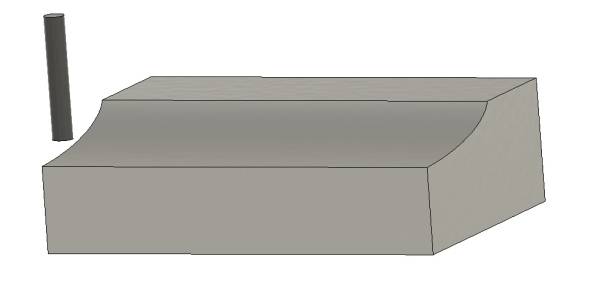
Man kann das mit kleinen Fräsern bekämpfen, aber nicht beseitigen. Und irgendwann ist der Fräser einfach zu dünn und zu lang, sodaß er nur noch droht abzubrechen. Das macht keinen Sinn. Besser ist es, die Negativform an der Wurzel offen zu lassen, und später mit einer aufgeschraubten Platte für die Wurzelrippe zu arbeiten, in der die passenden Durchbrüche für Verbinder usw. sind. Dann bekommt man auch scharfe Kanten und hat keinen Stress mit Minifräsern:
Wenn man eine Positivform fräst, hat man diese Probleme natürlich nicht. Vergleiche oben "Außenecken / Innenecken".
Bei Rümpfen ist die Thematik ähnlich, es entstehen schnell mal ein paar Stellen, an die man mit dem Fräser nicht genau so hinkommt, wie man es gerne hätte. Tendenziell kritische Stellen sind also z.B. ein scharfkantiger Absatz für die Kabinenhaube und die Anformung Rumpf-Tragfläche. Um die Negativform einer Rumpfröhre ohne Flachstellen zu fräsen, verwendet man einen Radiusfräser (auch Kugelfräser genannt). Der kleinste Radius der ganzen Form bestimmt nun die Fräsergröße, wenn ich nicht zwischendrin Fräser wechseln möchte. Bei Rumpfformen gilt also ganz besonders: Ein Positivmodell ist wesentlich einfacher zu fertigen. Einfacher = billiger ;-)
Zu beachten bei Positivformen:
Bei Positivformen, die später konventionell abgeformt werden, kann man (weil es deutlich billiger ist) auch leichteres Ureol verwenden. Das hat aber Poren und muß daher lackiert werden, bevor man es abformt. Dabei entsteht folgendes Problem:
So könnte man es problemlos fräsen. Beim Lackieren würde sich aber an der Kante Nasenleiste/Trennebene der Lack sammeln und die Kante ausrunden. Damit wäre die schöne scharfe Kante an der Trennebene futsch:
Die Lösung ist, an der Nasenleiste (oder bei Rümpfen rundherum) eine Nut vorzusehen:
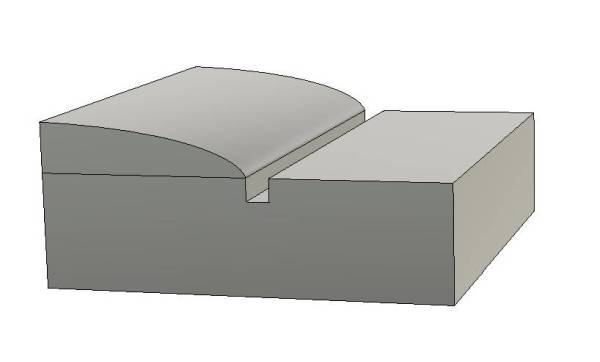
Beim Lackieren entsteht dann keine Ausrundung, und die Nut wird vor dem Abformen mit Wachs oder Knete gefüllt und glatt abgezogen.